
鍛件近表面缺陷的超聲波檢測技術研究
? ? 南通安豐儀器做為專業的超聲波探傷儀等無損檢測等設備的生產企業,對于超聲波探傷過程中出現的一些技術性的問題作出解答,供大家學習參考。本文主要探討鍛件近表面缺陷的超聲波檢測技術研究。
1 鍛件的檢測技術要求
隨著現代科學技術的發展,對產品質量的要求越來越高,特別是航空、航天、核電等重要場合的產品。超聲檢測作為工件內部缺陷檢測的有效手段,以其可靠、靈敏度高等優點,在現代無損檢測領域占有重要地位。
鍛件超聲檢測時,近表面缺陷容易漏檢,原因主要是探頭盲區,探頭盲區與近表面檢測有關。此次研究的目標就是尋求解決減小盲區提高近表面缺陷檢測靈敏度的技術方法。

2 檢測近表面缺陷的實驗器材
由超聲檢測知識可知,檢測近表面缺陷的常用方法有:雙晶探頭法、延遲塊探頭法和水浸法。根據檢測方法準備了以下實驗器材:
(1) 超聲波探傷儀1臺;
(2) 探頭:
雙晶直探頭,規格為10P10FG5;
延遲塊探頭,規格為10P10;
水浸聚焦探頭,規格為10P10SJ5DJ。
選用以上探頭檢測近表面小缺陷,是因為:
探頭頻率高,分辨力好,波長短及脈沖窄,有利于發現小缺陷;
探頭尺寸小,入射能量低,阻尼較大,脈沖窄,有利于發現小缺陷。
(3) 試塊:
在航空、航天、核電等領域中,重要鍛件一般是高強鋼,如A-100鋼和300M鋼,鋼的組織都較為均勻。
如果聲速相同、組織相近,超聲檢測用對比試塊可以使用其他的鋼種進行代替。
資料顯示,A-100鋼的聲速約為5750mm/s,300M鋼的聲速約為5800mm/s。我們現有的超聲波試塊,實測聲速約為5850mm/s,聲阻抗與A-100鋼和300M鋼的聲阻抗較為接近。因此,可使用現有的試塊進行實驗和研究。
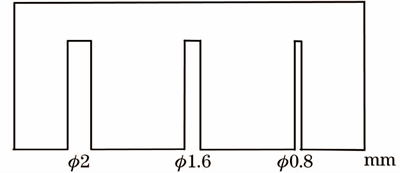
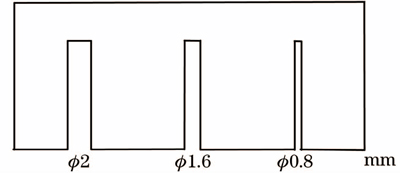
試塊編號為:1#,2#,3#;各試塊的俯視圖均如圖1所示,圖中的孔均為平底孔,1#,2#,3#試塊上的孔到上表面的距離分別為1,2,3mm。試塊尺寸見圖1。
3 實驗方法
3.1 實驗1
使用10P10FG5雙晶探頭分別對1#、2#、3#試塊進行測試。
實驗結果可見,使用雙晶探頭能成功檢測出2#試塊上Φ1.6mm,Φ2mm的平底孔與3#試塊上所有的平底孔;但2#試塊上Φ0.8mm的平底孔,以及1#試塊上所有的平底孔都未能有效地檢出。
從圖2分析可知,雙晶探頭聚焦區限制了2#試塊上Φ0.8mm及1#試塊上所有平底孔的檢出。
可以發現:
1、只有當缺陷位于聚焦區內,才能得到較高的反射回波,容易被檢出。
2、當缺陷位于聚焦區外,無法被聲束掃查到,所以得不到缺陷的回波,因此就很難發現此類缺陷。
3.2 實驗2
為解決實驗1中,由于雙晶探頭聚焦區限制造成的,對2#試塊上Φ0.8mm及1#試塊上所有平底孔無法檢出的問題,改用無聚焦的10P10延遲塊探頭,對2#試塊上Φ0.8mm及1#試塊上所有平底孔進行測試。
實驗結果顯示,使用延遲塊探頭能成功檢測出2#試塊上Φ0.8mm及1#試塊上所有的平底孔。
3.3 實驗3
實驗1和實驗2都是利用直接接觸法進行檢測,實驗3使用10P10SJ5DJ水浸聚焦探頭,利用水浸法分別對1#、2#、3#試塊進行測試,結果未能檢測出1#、2#、3#試塊上所有的平底孔。
究其原因是因為:水/鋼之間介質的聲阻抗不同,造成水/鋼產生界面波;并且超聲波從水中經過,水對超聲的衰減,造成了超聲能量的降低;這樣,需要提高脈沖發射強度來解決。但脈沖發射強度提高的同時,脈沖自身又變寬了,造成近場干擾加大;因此,在聲束由水進入鋼時聲束又會形成發散,無法分辨接近表面的小缺陷,也就未能檢測出試塊中的平底孔。
4 總結
總結一下,我們發現:對于近表面小缺陷的檢測,為了兼顧檢測靈敏度和檢測盲區,采用高頻窄脈沖延遲塊探頭的檢測效果最佳。高頻窄脈沖延遲塊探頭才是近表面小缺陷檢測的緊箍咒,使它無所遁形。
相關資訊




同類文章排行
- 安豐儀器專業定制各種型號的爬波探頭
- 安豐進口:Sonic1200M輕型數字超聲波探傷儀
- 美國進口泛美Panametrics-NDT EPOCH XT超聲波探傷儀
- 安豐儀器:接觸式超聲波探頭
- 安豐儀器生產的超聲波探頭匯總
- 安豐AF-2200全數字智能超聲波探傷儀
- 安豐AFS-3鋼絲繩無損探傷儀
- 機頭無線旋轉式超聲波自動化探傷系統
- 鋼管渦流自動化在線探傷系統–安豐自主研發
- 奧林巴斯EPOCH1000系列數字式超聲波探傷儀
最新資訊文章
- 無損檢測在民用航空維修中的應用
- 超聲波技術,開啟3D打印纖維增強復合材料的新時代
- 檢驗檢測將首次納入國家戰略性新興產業重點產品和服務指導目錄
- “健康果”甲醛濃度檢測儀一秒就能測出甲醛濃度
- 工信部新批425項標準 110項與儀器分析相關
- 全國無損檢測學會制定《中國無損檢測2025發展路線圖》
- 無損檢測標準宣貫會將于10月30日在上海舉行
- 荷蘭MPR推出移動式超聲波螺旋槳缺陷檢測系統
- 超聲波檢測中缺陷大小的定量方法
- 壓力容器薄板焊縫超聲波探傷探頭的選擇
聯系我們
南通安豐儀器有限公司
手機:13806297809
電話:0513-81555150
傳真:0513-81555150
網址:www.whsrsy.com
郵箱:sujhua@163.com
地址:南通市越江路23號